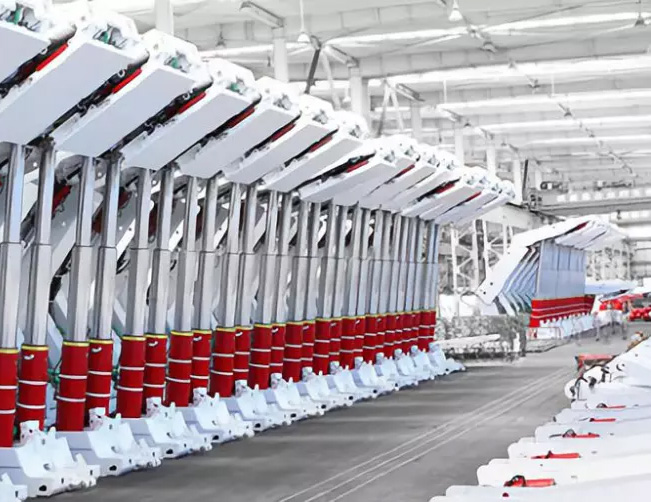
作为煤炭采掘设备的核心部件中缸筒,其中缸和外缸尺寸不一,但都是大型设备:最重的有1.5吨,长度达2.5米。在生产过程中,如何对它们进行稳定运输,并在较短时间内完成多个加工工序成为一大难题。原来各个工序之间的物流都是由工人通过行吊完成,不仅费时费力,而且存在安全隐患。另外,由于加工设备布局分散,物流倒短时间长,导致生产效率难以提高。
为了优化车间运作效率并为未来的智能化升级奠定基础,智昌集团对车间布局进行了细致的规划与调整。通过重新安排设备、料框以及运输线的位置,确保了物流流程更为流畅高效。这一布局设计不仅考虑到了当前的实际需求,也为后续的技术升级预留了空间。
在基础框架搭建完成后,生产线的自动化改造得以稳步推进。通过RGV小车与机床设备的有效配合,实现了各工序间物料的自动搬运,构建起一条高效的单件流动生产线。
此外,通过构建先进的RGV控制系统,生产过程不仅变得可视化,还能实现远程控制。借助看板界面,操作人员能够实时监控生产状态;遇到故障时,他们无需亲临现场,只需在触摸屏上进行相应操作即可解决问题。这一控制系统能根据实际情况及时调整和优化,确保整条生产线具有高度的智能化控制能力,从而加快物流速度,并可根据需要随时调整物流路径,使得物料运输更加灵活。
随着自动化水平的提升,生产线的切换与调整变得更加简便快捷,无需再进行复杂的人工编程和调试工作,就能实现加工生产的快速切换与调整,极大地提升了生产灵活性和效率。

物流速度提升35%
物料从入库到出库的时间缩短了35%,由于物流路径的优化,每个工序间的物料等待时间减少了40%。
生产效率提高40%
生产线的平均日产量增长了40%。通过自动化改造,生产线的运行时间增加了25%。
产品质量改善99%
由于减少了人工搬运中的错误,产品的合格率从96%提升至99%。通过精确控制生产参数,不良品率下降了30%
成本节约40%
自动化改造后,每年节省的人力成本达到了40%。物料浪费降低了20%。
维护成本降低25%
通过远程监控和故障预测系统,维护响应时间减少了50%,平均每次维护成本降低了25%。
换产时间减少75%
换产准备时间减少了75%。产品切换的准备成本也相应降低了40%。

关注官方微信


 浙公网安备 33028102000975号
浙公网安备 33028102000975号